- 华泰智能设备集团应邀参加中国粮油学会第十二届学术年会
- 华泰智能装备集团出席第三届稻米油产业技术创新战略联盟会议 共促产业高质量发展
- 深化合作,寻求双赢!粮油多多与华泰智能设备谈国际粮油机械市场发展!
- 华泰智能设备集团与河南工业大学签订合同 油加工技术创新的新篇章
- 华泰智能设备闪耀广州粮油机械展,低温提取技术获金奖
- 华泰智能设备集团100TPD棕榈油提升设备启动巴基斯坦 推动中巴油脂产业合作迈上新台阶
- 华泰智能设备350T/D葵花籽榨油,200T/D浸出设备送往哈萨克斯坦
- 校企深度融合 智创粮油未来——武汉轻工大学与华泰智能装备集团联合举办了大豆深加工和甘油二酯食用油制备技术创新研讨会
- 华泰智能设备100 T/交付D棕榈油精炼成套设备,开启刚果金棕榈油行业的新篇章
- 15T/D茉莉花和玫瑰提取成套设备由华泰智能设备集团投产 赋能西双版纳"芳香经济"高质量发展
联系人:闫经理
手机/微信:158-9680-3999
地址:河南省滑县新区湘江路与富民路交汇处
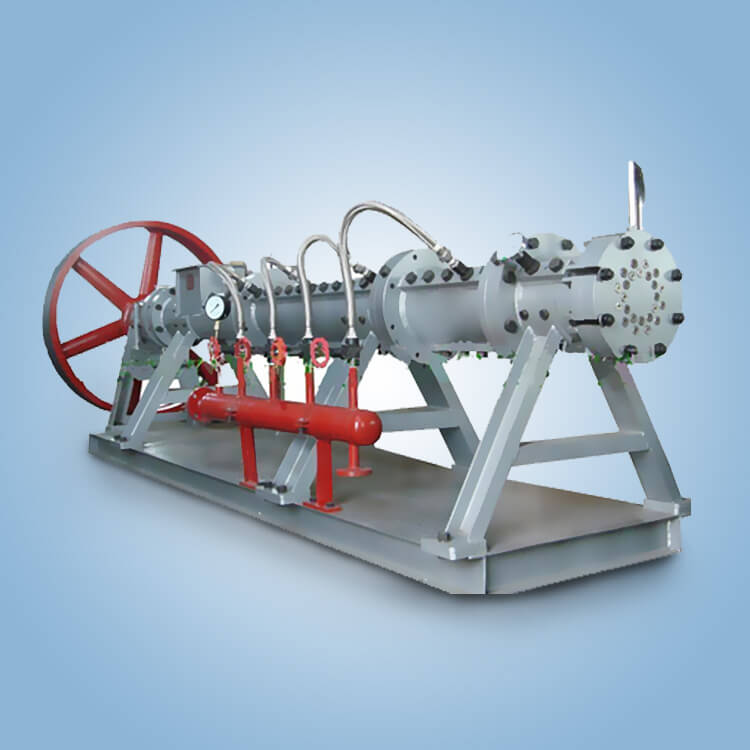
影响花生油精炼设备脱色的工艺因素有哪些?
影响花生油精炼设备脱色的工艺因素包括:油脂的品种性质、脱色要求、吸附剂种类、吸附剂用量、脱色时间、温度、真空度、搅拌程度等。
花生油精炼设备油厂案例
(1)白土用量
这与白土的种类、性质、油的损耗等因素有关,一般地说,增加吸附剂用量,有利于脱色效果的提高。然而,随着用量的增加,吸附损失的中性油也随之增加,如活性白土的吸油量高达50%以上,活性炭则更高,为150%。由此可见,脱色时的白土用量愈少愈好。连续真空脱色工艺所采用的白土量,一般都在15%以下。有的低达0.2%~0.5%(棉籽油和大豆油)。在我国规模化生产菜籽油时白土用量一般为1%~2%。
(2)精炼油设备操作压力
常压脱色因为存在温度高、容易氧化等诸多问题,目前已经由真空脱色所取代,其目的在于真空能较大限度地脱除吸附剂表面空气,发挥出活性;防止油脂氧化变质;缩短脱色时间,确保在较高的温度(100℃~140℃)范围内进行脱色而无过分氧化的危险。一般真空度要求93.3~96kpa.

(3)脱色时间和温度
脱色时温度高,达到吸附平衡的时间短,但由于吸附是一种放热反应,因此脱色温度也不宜过高,否则会引起氧化,不利于脱色。需要综合考虑真空条件、白土用量与油脂性质等因素,经试验后确定这一参数。一般来说,脱除红色比黄色的温度高;常压脱色和采用活性较低的吸附剂时,温度要求高一些,反之,真空脱色和采用高活性吸附剂则脱色温度就可以低一些。不同的油品均有适宜的脱色温度和时间。
例如,在负压6.7kpa条件下,用活性白土对大豆油进行脱色是,温度仅82℃;脱色时间为20分钟;而在常压下操作则需要的温度为104℃。实际应用的真空操作温度为100℃。
(4)精炼设备脱色时搅拌的重要性
脱色过程是一种非均态的物理化学反应。要使吸附剂与色素能充分均匀接触、尽量缩短吸附平衡时间,就需要进行充分搅拌。在真空状态下,以不产生油脂飞溅为限度,搅拌愈充分愈有利于提高脱色效果。搅拌方式有机械搅拌与通直接蒸汽沸腾搅拌等数种。
河南省华泰粮油机械30年实体厂家,国内累计1000+油厂案例,主打产品有:浸出设备,榨油机设备,食用油生产线,花生油精炼设备,菜籽油精炼设备,葵花籽油精炼设备,茶籽油精炼设备,动物油精炼设备,核桃油精炼设备等油脂设备,欢迎电话咨询。
- 上一篇:食用油生产线设备哪家好?三个标准很重要
- 下一篇:花生油浸出设备车间质量生产技术规范